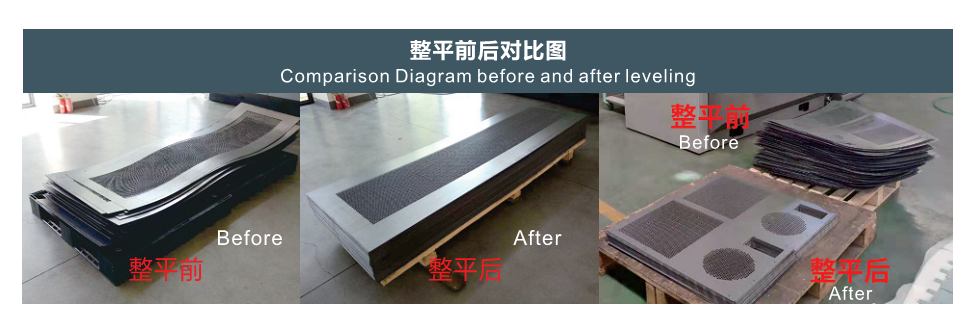
&שים לב ; &שים לב ; &שים לב ; &שים לב ; בתנאי של כיפוף אלסטי-פלסטי גדול, לא משנה כמה שונה מידת הכיפוף המקורית, מכונת פילוס דיוק משתמשת ב"אפקט באושינגר"של החומר כדי לכופף את הצלחת שוב ושוב, להפחית בהדרגה את סטיית הכיפוף, ולשנות בהדרגה את עקמומיות המקור לעקמומיות יחידה, ולבסוף ליישר אותה כדי להשיג את דיוק הפילוס הנדרש בתהליך.
&שים לב ; &שים לב ; &שים לב ; לאחר סדרה של כיפוף לסירוגין, מתכת מתכת נשלטת על ידי המנוע וה-PLC כדי לשלוט במדויק על הלחץ התחתון של כל תוף הרמה, לבטל את הלחץ הפנימי, ולפתור ביסודו את אפקט הפילוס הלא מספק שנגרם על ידי הלחץ השונה בכל חלק של גיליון המתכת, ובכך להשיג פילוס דיוק גבוה.

| טבלת פרמטרים לפיוס דיוק CNC מסדרת MHT20 /30 | |||||||
| מְכוֹנָה דֶגֶם | MHT20 -400-19 | MHT20 -600-19 | MHT20 -800-19 | MHT30 -400-19 | MHT30 -600-19 | MHT30 -800-19 | MHT30 -1000-19 |
| מַכבֵּשׁ קוֹטֶר | φ20 מ"מ | φ20 מ"מ | φ20 מ"מ | φ30 מ"מ | φ30 מ"מ | φ30 מ"מ | φ30 מ"מ |
| מַכבֵּשׁ מספר | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 | 21/23 |
| מְפוּלָס רוֹחַב | 400 מ"מ | 600 מ"מ | 800 מ"מ | 400 מ"מ | 600 מ"מ | 800 מ"מ | 1000 מ"מ |
| מדורג צַלַחַת עובי (Q235) | 0.3~1.2 מ"מ | 0.3~1.2 מ"מ | 0.3~1.2 מ"מ | 0.5~2 מ"מ | 0.5~2 מ"מ | 0.5~2 מ"מ | 0.5~2 מ"מ |
| מַקסִימוּם עובי (Q235) | 2.0 מ"מ | 2.0 מ"מ | 2.0 מ"מ | 3 מ"מ | 3 מ"מ | 3 מ"מ | 3 מ"מ |
| חומר העבודה הקצר ביותר | 40 מ"מ | 40 מ"מ | 40 מ"מ | 60 מ"מ | 60 מ"מ | 60 מ"מ | 60 מ"מ |
| אובייקט ישים | סרט הדבקה הִתפַּתְלוּת. לְהִתְפַּשֵׁט פְּלָדָה, דַף מתכות וכו'. | ||||||